| RPシステム統括部 営業グループ グループマネージャ 橋爪 康晃 |
はじめに
前号(「人とシステム」No.59)では、金属積層造形機EOSINT M270(以下、M270)による3次元冷却水管インサートの製作工程についてご説明しました。この製作方法を用いることで、今までの加工では不可能な形状のインサートが可能になります。
ただし、この技術を活用するには一定の条件が必要になります。今回は、M270で3次元冷却水管インサートを設計するためのルールについてご紹介します。
設計ルール
一般的に金型では、アンダーカットを極力避けて設計しますが、それと同様に、M270の造形にも不向きな形状があります。
また、造形物はベースブロックと接合させるので、接合しやすい形状を設計する必要があります。
アンダーカット
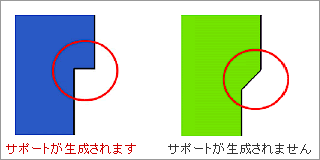
M270でMaragingSteel MS1を使用するときは、角度が45度より小さいアンダーカット部分にサポート(造形物を支える構造物)を生成するという条件があります。
サポートは、容易に除去できるような形状にします。このサポートは、同じ金属材料で生成されるので、きれいに除去するには工作機械等での切削や除去後の面の研磨が必要です。そのため、造形する上で一番重要になるのは、「サポートの生成を極力させない」ことです。
水管の断面
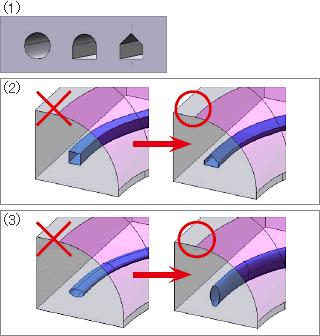
水管の断面は、図2(1)、(2)のように断面上部をRや屋根型にします。これは、水管内にサポートを生成させないためです。上部断面を平らにすると、サポートが生成されてしまい除去することができなくなります。
図2(3)のように、上部断面がRの場合でも横方向への扁平より、縦方向への扁平の方がサポートは生成されません。
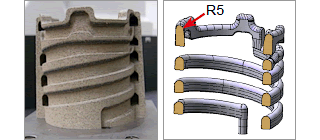
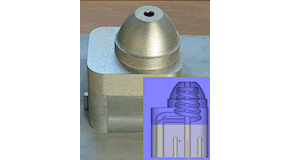
前号でご紹介したインサートは図3になります。
上部断面をR5にして、サポートが生成されないようにしています。
また、図4のようにエジェクタを避け、断面積が減少しないようにした形状も可能です。
実際の事例では、図5のようなインサートもあります。
インサートの設計
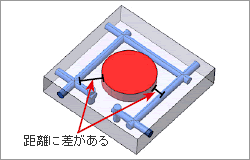
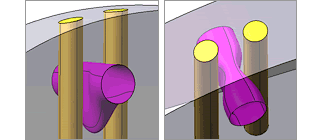
中央の円形部分を冷却したい場合、従来の一般的な水管の設計では、図6のように円形部分と水管の距離に差が出る部分があります。このような水管では、一定に冷却したい部分が冷却できないことになります。
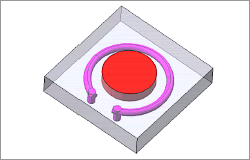
これを図7のような円形の水管にすると、冷却は一定にできます。しかし、この場合は全てを造形することになり、材料コストや時間が多く必要になります。
そのため、容易に加工できる部分を一般の工作機械で加工して造形する部分と組み合わせることで、コストと時間を省くことができ、製作する個数も増やすことができます。
接合しやすい形状
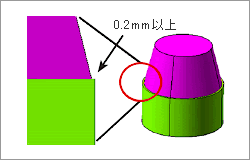
ベースブロックと造形部分の接合
ベースブロックと造形部分を接合する際には、図8のように0.2mm以上の余裕が必要です。
CAEへの展開
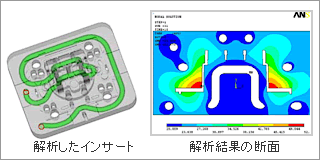
このように設計した3次元冷却水の水路が、効率よく冷却されているのかをCAEで確認することも有効な手段です。EOS社では、樹脂流動解析ソフトウェアを利用して確認を行っています。
おわりに

実際に使用されたインサート例
図10は、実際に成形が行われたインサートです。この金型を使用した結果、以下のようなメリットがありました。
- サイクルタイムを55%短縮(90秒→40秒)
- 成形機の稼働時間を短縮(1000時間→444時間)
- 成形品の品質向上
このように、工作機械では不可能な形状を造形できれば、従来のドリル穴やエンドミルでの加工による制約もなくなり、自由に水路が設計できます。
製品の性質を理解し、造形に不向きな形状を避けて設計を行うことで、材料コストやチャージコストを低減し、成形時の冷却効率や加熱効率を上げることができます。それにより、全体の加工時間や成形時間を短縮できるため、M270を利用するメリットがさらに大きくなります。
![]()