東台精機/HEIDENHAINの優位性
| 一般社団法人 ものづくりネットワーク沖縄 エンジニアリング事業部 次長 伊佐 和彦 エンジニアリング事業部 主任 新里 章 |
NTTデータエンジニアリングシステムズのMold Future Space - OKINAWAと協業するものづくりネットワーク沖縄様による5軸加工の技術情報を4回連載でお届けします。今回は連載Vol.2です。
はじめに
連載vol.1(本誌No.103)では、Space-E/5Axisを使った異形工具の活用をご紹介しました。今号のvol.2では、東台精機Gシリーズの後継機である最新5軸加工機G700-TR、G800-TRとHEIDENHAINにおける優位性や加工精度試験、その評価についてご説明します。
東台精機の最新5軸加工機
金型・自動車・航空宇宙の産業を対象とした東台精機G700-TR、G800-TRは、コンパクト構造で安定性の高いガントリー式(門型式)の同時5軸立型マシニングセンター加工機です(図1)。
従来の門型構造を採用したことで高剛性、高精度を実現しています。図2に示すように3軸(X,Y,Z)の直線運動とワークを載せるテーブルを分離し、移動駆動部が各軸の中心に置かれています。そのため軸移動時の偏りがなく、安定した駆動動作となります。

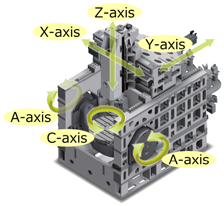
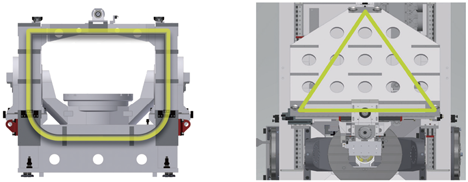
また、2軸(A,C)回転(トラニオンテーブル)は、ワークの寸法重量の影響を受けず、3軸サーボ制御での高い安定性を確保した切削加工を実現できます。さらにヘッド、側壁、保護壁を一体化した構造設計を採用し、加工中の振動を効果的に抑えた機械剛性を確保する閉ループ構造(図3)となります。
トラニオンテーブルは、高出力なDDモータを採用しています。これらはバックラッシレス構造であり、加工負荷や振動による変形が少なく、機械劣化を抑え長期安定駆動が見込めます。傾斜軸(A軸)は、工具がトラニオンテーブルの回転と連携し、3軸移動距離と加工時間の短縮、輪郭精度の向上が可能です(図4)。
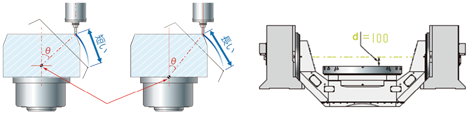
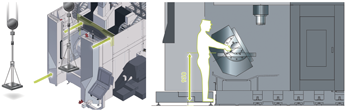
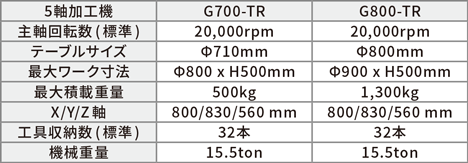
加工機上面にY軸連動の自動開閉スライドカバー機能を搭載することで、クレーン搬入も可能です(図5)。表1は、5軸加工機G700-TR、G800-TRの主な仕様です。
東台精機/HEIDENHAINにおける優位性
東台精機の5軸加工機は、HEIDENHAIN社のTNC640を搭載し、高速精密加工を実現しました。HEIDENHAINは、データベースで工具を管理しているので、工具を交換した時点で、登録された工具補正が自動的にかかります。また、測定プログラムは標準で装備され、穴あけや面削・ポケット加工などの固定サイクルに対して対話式で使用できます。
オプションには、DCM(Dynamic collision monitoring)設定機能があります。機械の3Dモデルと工具の内部情報からA/C軸の動きに対して干渉を回避することで、機械干渉のリスクを削減します。
加工精度試験と評価結果
5軸加工機における精度を東台精機GT-630とA社の日本製5軸加工機で確認するために、位置決めと割り出しの精度、3D形状の加工を実施しました。表2に示すように特有の割り出し精度は両社とも十分満足できる内容でした。
5軸精度を維持するための5軸キャリブレーション(回転軸を計測し結果を機械パラメータへ反映させる)機能がおのおの「回転軸計測サイクル」(ファナック製)、「KINEMATIC-Option」(HEIDENHAIN製)が提供されています。このキャリブレーション機能を定期的に実施し、機械精度の維持管理を行っています。

極小点群制御(加工時間、面精度)加工
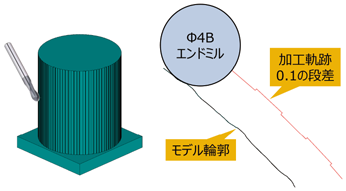
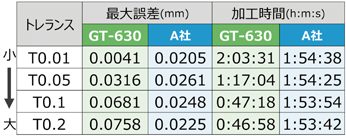
同時5軸加工における軸制御誤差が発生し減速が繰り返されるため、極小点段差を設けたモデル(図6)を用いテスト加工を実施しました。加工時の面精度(誤差)と加工時間の結果が表3になります。
東台精機GT-630では、トレランスによる面精度誤差と加工時間が得られているのに対し、A社日本製においてはともに変化がありません。A社日本製は点群データに対し忠実に制御されていますが、GT-630ではトレランスに追随した補間制御が行われており、トレランス制御に応じた精度と加工時間が得られました。
リフレクターモデル(精度)加工
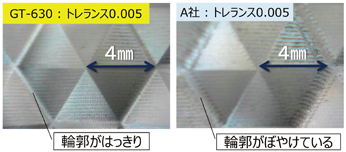
モデルサイズ100×100×30(mm)の上面に一辺が4mmの三角形(△形状)をプリズム状に配置したリフレクターモデル(図7)を用いてトレランスを変化させた加工結果(三角形の面精度)を図8に示します。トレランス0.005では、GT-630で輪郭が明瞭であるのに対し、A社日本製では輪郭がぼやけた加工結果となり、仕上げ工程でもトレランス設定による効果が現れることが示されました。

今後について
東台精機のGシリーズは高精度・高剛性で作業効率の向上を目的とし設計され、多種多様に対応できる5軸加工機として利便性が高く信頼できる機械です。上質な面品位と加工時間の短縮を図るため、機械の特性を生かした各工程におけるトレランス設定を最適化する必要があります。
今後もMold Future Space - OKINAWAの取り組みの一環としてテスト加工を実施し、5軸加工技術の蓄積に取り組みます。
![]()