| PLM事業本部 開発統括部 CAD/CAMパッケージ開発部 チームリーダ 相良 克明 チームリーダ 田丸 昭洋 |
はじめに
Space-E CAA V5 Based(以下Space-E V5)の新バージョンであるR19のコア&キャビティー設計、モールド設計、3次元CAMの各商品の新機能および改善された機能についてご紹介します。
Space-E V5 CCD R19
■「肉厚測定」改良
射出成形では、ヒケの発生する厚肉部や成形不良が発生する偏肉などを確認することは非常に重要です。
R19では、肉厚測定コマンドの大幅な機能改良を行うことで、問題部位を簡単に特定できるようになりました。特に大きな改良項目としては、「①カラーマップ対応」、「②ファセット表示」、「③オンザフライ測定」、「④計算精度の設定」です。
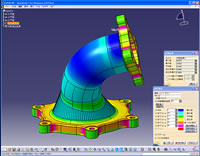
①カラーマップ対応では、肉厚値の範囲を最大6色まで指定できます。また、各範囲の色を非表示にできます。例えば、薄肉部以外を非表示にすることで、モデルの内部にある薄肉部を簡単に特定できます。(図1)
②ファセット表示では、面単位よりさらに細かい結果を表示できます。これにより、フェースの裏側にあるリブの高さなどが表側からでも確認できます。(図2)
③オンザフライ測定では、指示した箇所の肉厚測定結果を表示できます。これにより、色分けだけでは分からなかった具体的な計測値を確認できます。(図3)
④計算精度の設定では、計算精度を自由に調整することができます。例えば、モデルの大まかな肉厚値のみを知りたい場合は、精度を低くすることで結果を高速に得られます。
その他の改良項目としては、面の最大肉厚、最小肉厚による表示モードの追加や、グラデーション表示、カラーマップ範囲の読込/保存機能などがあります。
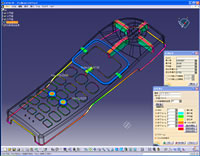
■「簡易工具干渉チェック」機能追加
製品形状の細いリブは、おも型にすると細く深い溝になります。この場合、工具やホルダで干渉が起こるため、電極加工や入れ子構造を取り入れる必要があります。
R18までは、干渉部をチェックするために全ての溝に対して幅と深さを計測する必要があり、かなりの手間がかかっていました。
R19では、工具情報を入力することで工具とホルダの干渉領域を一括でチェックできます。干渉する領域は、その干渉部分に応じて、緑、赤、桃、橙色で表示されます。例えば、工具が干渉しない領域は緑色で、ホルダが干渉する領域は橙色で表示されます。それぞれの色は非表示にできるので、干渉部分だけを確認することもできます。工具の部分を限定して干渉チェックを行うと、ホルダ部のみの干渉チェックなどが可能です。(図4)
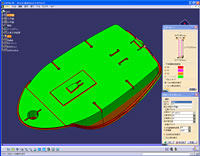
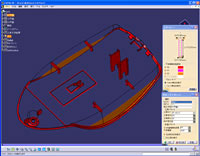
また、実際に工具プレビューをフェース上に表示して、視覚的に工具の干渉部分を確認できます。
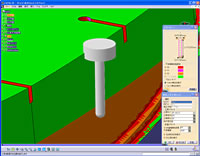
干渉チェックの対象は、ボディだけでなくサーフェスにも対応しているため、おも型を分割する前にパーティングサーフェスに対して直接チェックすることが可能です。(図5)
Space-E V5 Mold R19
Mold R19では、スライド機構のユニット作成機能を追加しました。
■「スライドコアユニット/リフタユニット作成」機能の追加
R18までは、外スライド/リフタを作成するためには、関連する部品も含めてコマンドでひとつずつ配置する必要がありました。アンダーカットが複数ある場合は、全てに対して行う必要があるため、かなりの手間がかかっていました。
R19では、スライドコアまたはリフタとその関連部品を1つのユニット部品として、一括して配置/編集/削除を行うことができます。それぞれの関連部品の寸法定義は、ダイアログに各々の部品タブが存在し、簡単にパラメータを変更できます。また、関連する部品どうしはアセンブリ拘束やパラメータ拘束されているため、部品の寸法変更に伴う位置の再調整や移動パラメータの再設定などを行う必要がありません。スライド機構の形状の作成は、場合に応じて以下の機能を使用できます。
板型取り付け穴のような小さなアンダーカットに対しては「①リフタユニット作成機能」を、やや大きめのアンダーカットに対しては「②スライドユニット作成機能」を使用します。
(上図をクリックすると拡大図が表示されます)
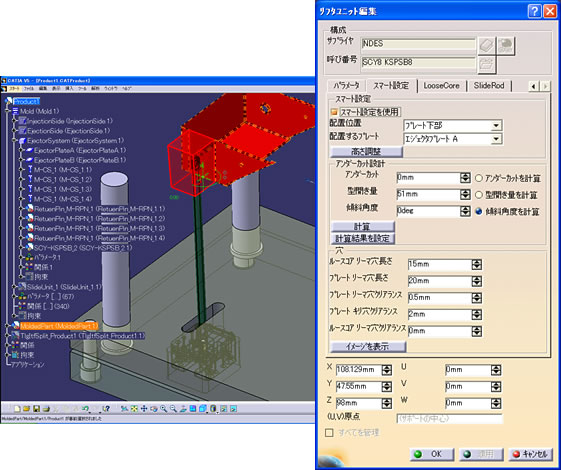
①リフタユニット作成では、ルースコア、傾斜ピン、スライドユニット、傾斜ピン止めボルトが配置できます。スマート設定では、配置位置の設定や傾斜角度を計算し設定できます。(図6)
(上図をクリックすると拡大図が表示されます)
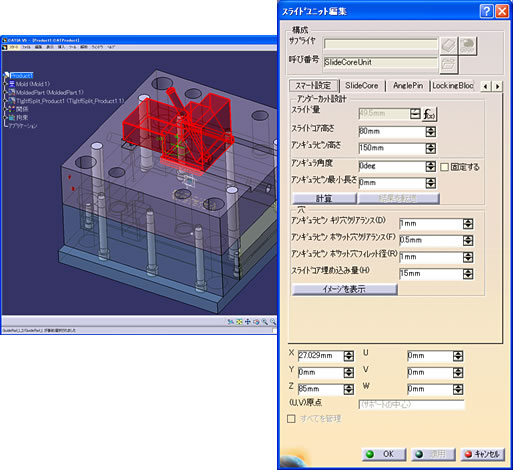
②スライドユニット作成では、スライドコア、入れ子、アンギュラピン、ロッキングブロック、ガイドレールが配置できます。スマート設定では、スライド角度の計算やアンギュラピンの最小長さを計算できます。(図7)
Space-E V5 CAM R19
■ポスト処理機能の改善
(上図をクリックすると拡大図が表示されます)
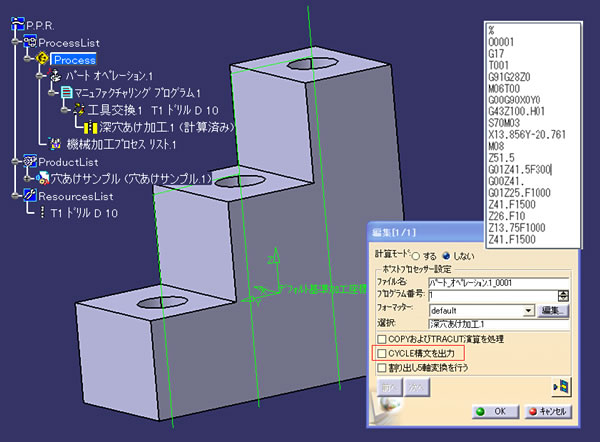
- 穴あけ加工のポスト処理の改善を行いました。固定サイクル出力とG01穴あけサイクル出力が選択できるようになりました。G01穴あけサイクルでは、工具の特性や加工形状を考慮した切り込み量や切削送りの調整が可能になり、 高能率な加工が実現できます。従来の固定サイクル出力においても、治具形状などの干渉回避動作を強化し、より安定した加工が実現できます。(図8)
(上図をクリックすると拡大図が表示されます)
- 5軸のポスト処理において、割り出し加工の強化を行いました。 割り出し加工を行うことにより、深い立ち壁でも工具軸を利用して工具突き出し量を短縮でき、刃先最適周速域での加工が可能になります。これにより工具寿命の延長、面粗度の向上、切削送り速度の高速化につながり、高精度・高能率加工を実現できます。割り出し加工のポスト処理では、傾斜面加工指令(G68.2,G53.1)のマクロを出力するモード、または工作機の回転軸やリミットを考慮して回転軸命令を出力するモード(後者は5Axisオプションが必要です)を選択できます。(図9)
(上図をクリックすると拡大図が表示されます)
- ミラーリングや平行移動などの編集手続きを登録した補助オペレーションを対象にポスト処理が可能になりました。工具交換を含む複数の加工オペレーションの前後に補助オペレーションのCOPY演算子またはTRACUT演算子を挿入することで、複数の加工オペレーションの工具パスを編集操作することなく、NCコードの出力が可能になりました。ポストの操作パネルで、編集手続きを「参照する/しない」を選択できます。(図10)
■ポスト処理機能の操作性向上
ポスト処理機能の操作性を改善しました。5軸経路のポスト処理は、工作機の諸元を考慮する必要があるため、3軸経路のポスト処理に比べ、計算時間が必要になる傾向にあります。
(上図をクリックすると拡大図が表示されます)
R18までは、ポストリストに登録されたポストは、NCコードが作成済みであっても毎回全てを計算対象としていました。 R19からは、NCコードを出力していないポストが対象になります。 再計算する場合は、ポストリストからNCコードを出力する対象を選択できるようになりました。また、計算済みのNCコードを削除してしまうミスを防ぐために、削除ロックをすることもできます。(図11)
■CamWeb(加工指示書作成機能)の改善
- Excel出力に対応しました。印刷・レイアウトなどの自由度を高める改善を行いました。
- ポスト処理機能との連携強化を行いました。ポスト処理時に作成されるNCデータチェックリストの出力が可能になりました。
- 同一工具を複数回使用する場合でも、工具ごとに1行にまとめて表示することが可能になりました。まとめた工具の本数などの表示も可能です。これは使用工具が多い場合に有効で、工具の発注などに利用できます。
- 出力キーワードを追加しました。工具交換ごとに加工範囲、加工時間、加工距離などの出力が可能になりました。
■工具パス再生(別ウィンドウ)の改善
- 工具パス再生をサポートする機能を強化しました。径補正工具パスの再生が可能になりました。 工具中心位置での表示やNCコードを再生できます。
- 工程リストのオペレーションから再生したいオペレーションのみを選択して再生できるようになりました。 部分的に確認したい場合に有効です。
- 食い込みチェック機能を強化しました。残り代を考慮したチェックや食い込み判定基準の細かな調整が可能になりました。
■ワイヤー放電加工の改善
(上図をクリックすると拡大図が表示されます)
- 加工形状の設定を強化しました。ダイ加工形状の一括登録の手順が簡単になりました。(図12)
- 操作性を改善しました。描画した登録形状からの編集操作が可能になりました。 また、加工形状の登録後に、アプローチなどを部分的に編集することもできます。
- CamWeb(加工指示書作成機能)を改善しました。Excel出力に対応しました。印刷・レイアウトなどの自由度を高める改善を行いました。
■加工オペレーションの改善
加工オペレーションの大幅な機能改良を行いました。特に大きな改良項目としては、ストック参照機能の強化と加工品位向上を目的とした仕上げ機能の強化があります。
ストック参照機能の強化
- 隅取り加工:過負荷部分を複数回で切削する荒取りモードを追加しました。(図13)
- 荒加工:ホルダ干渉を考慮して工具パスを作成するモードを追加しました。干渉回避動作は加工順や回避抑制が適切に行われます。
加工品位の向上を目的とした仕上げ機能の強化
- 隅取り加工:ピック部分をスムーズに動作するモードを追加しました。より負荷の少ない加工が可能です。
- 等高線加工:等高線部分の勾配領域に対応しました。勾配角度の調整により、等高線パスと平坦部パスのオーバーラップが可能になりました。また、等高線断面部の開始と終了のパスもオーバーラップが可能です。
- 走査線加工:パス要素の長さを指定して制限することが可能になりました。平坦部分などに対して、工具パスがスムーズになり加工品位が向上します。
![]()