プレスの展開形状を最適化する
株式会社キーレックス様は、自動車プレス部品・金型・生産設備の総合サプライヤーです。
お客様のニーズである開発期間、生産準備期間の短縮やコスト低減に柔軟に対応するため、バーチャル環境での評価技術や部品精度保証技術の開発、溶接技術の研究開発に取り組んでいます。
今回は、プレス金型設計における効率化としてSpace-E/BLANKとSpace-E/TRIMを導入され、評価段階で判断ができる結果を求めるための取り組み、形状修正についての課題などのお話をお伺いしました。
会社概要と工機部について

部長 久留主 信一郎 様
当社のお客様はマツダ様が93%を占めています。製品は自動車部品になり、車体骨格部品が73%、燃料タンクが15%、ドア関係が4%です。その中でプレス金型は、全体の3%の売上比率を占めます。
国内の工場は、海田、矢野、廿日市、浅原、由宇、津和野の6工場あり、子会社は、サンメック、三刀屋金属の2工場があります。
主にマツダ様の本社に近い海田(本社)工場が広島の拠点になり、金型製造、プレス加工、溶接組立、塗装までの一貫生産を行っています。
ある車種の部品を受注した場合、自社で製造する部品は60%になり、さらに、その部品を生産する金型を自社で設計製作するのは40~50%です。
また、外販金型として自動車メーカー様、サプライヤー様から外板部品や骨格部品の金型を受注し、設計製作を行なっています。
私ども工機部では、主にそのプレス金型を設計製作しています。
車の開発期間は2年以上あるため、お客様の車両設計段階から参加させていただき、研究開発から製品設計、評価、試作、試験までをご協力させていただいています。
製品設計段階で、CAEによる成形シミュレーションを行い、品質保証困難部位の情報を提示させていただき、さらに形状の変更により改善できることをご提案します。
また、この段階でコスト(歩留まり工程数)、品質などが決定するので、金型工程設計時にそれらを織込む(作り込む)ようにお手伝いさせていただいています。
Space-E導入の背景

主任 中島 佳宏 様
キーレックスは、2001年に株式会社クラタと三浦工業株式会社が合併した会社です。それまでは、各々が導入したCADを使っていたので、当然メインのCADは異なるシステムでした。
そこで会社が統合したときに、ひとつの会社としてCADシステムを統一する必要があり、かなりの時間をかけて検討しました。
そして最終的には、Space-Eも含めた3つのシステムに絞り込みました。
その中でSpace-Eを導入する第一の決め手となったのは操作性でした。Space-Eは、曲面を作るのに手数が少なく、作りやすかったのです。ぼかし面が思っていた以上に簡単に作れました。
他のシステムは、曖昧だと途中で曲面の作成が止まってしまいますが、Space-Eであれば作成できてしまいます。それにレスポンスが早いこともポイントでした。
以前のCADをSpace-Eに入れ替えるときは、今までのCADとオペレーションが異なるので戸惑いもありました。
でも、Space-Eには使いやすいコマンドもあり、徐々に慣れて今ではSpace-E以外のCADは考えられません。
Space-Eは、金型の形状面の作成に使っています。また、CAEで使用するモデルも製品形状からモデリングしています。
CADシステムの統一ということで厳正な選定の結果、Space-Eを導入しましたが、NDESとの付き合いは長く、20年前からGRADEを使っていました。
Space-E/BLANKとSpace-E/TRIMを利用して
■信頼できる結果に

井上 卓治 様
以前にSpace-E/BLANKとSpace-E/TRIM(以下、BLANK、TRIM)のデモを見せてもらいましたが、そのときの結果はあまり思わしくありませんでした。
その後のバージョンアップで、それまでの拘束法に変位法が追加され随分精度が良くなりました。それで、使えそうだと判断できたのでBLANK、TRIMを2年前に導入しました。
それからは、とにかく展開が必要な形状には全てBLANK、TRIMを使いました。
ただし、BLANK、TRIMの結果だけでは不安だったので、昔ながらの方法で断面を切って自分で計算することもやっていました。
Space-Eには、フランジ展開の機能があったのでそれを利用しました。
2通りの結果を見て、両方がほぼ同じ結果なら安心して使えますが、異なる結果のときはかなり迷いました。今でもそこを悩んでいるところです。
異なる結果の場合、どうしても自分の計算の方を信じてしまうので、結果的に随分寸法が違ったり、また両方の中間値を取ることもしましたが、後でBLANK、TRIMの結果を採用すればよかったと思うことが多々ありました。
2年間ずっと両方の結果を見てきて言えることは、傾向的には自分の計算よりBLANK、TRIMの方が、信頼できる結果が出ているということです。
まだ、最適ラインという範囲までにはいきませんが、BLANK、TRIMの方が誤差としては少ない結果を出してくれます。
また、手計算との時間を比較するとBLANK、TRIMでは1/10ほどの時間で結果が得られます。
■複雑なエッジラインに最適

岡山 学 様
手計算でするとどうしても結果が出せない部分がありますが、BLANK、TRIMだと展開できて良い結果が出てきます。
例えば、フランジの長さが一定であれば3箇所ぐらいの断面で簡単に手計算できますが、長さが一定でない場合は大変です。
それをBLANK、TRIMですると簡単に結果が出るので、複雑なエッジラインには効果があります。
■モデルを作りながらトリム展開
Space-Eでモデリングもしていますしトリム展開もしています。
他のCADでもトリム展開はできますが、データを持っていく手間がかかります。それを考えるとSpace-Eの中で手軽にトリム展開できるので非常に効率的です。
■評価の段階から
歩留り向上のため、評価の段階から正確なブランクラインが求められます。
ざっくりしたブランクサイズで設計すると金型を作成した後に歩留りが悪いということになります。
以前は、評価の段階で確実な判断ができない状態でした。
今は、BLANK、TRIMを使うことで、評価の段階から最適なブランクサイズを得ることができます。
実際にブランク展開工数は、確認工数も含めて70~80%削減できました。
今後の取り組みについて
■金型費の削減

川谷 智博 様
金型費の削減という目標の中で、機械加工の工数を下げる取り組みをしています。
機械加工の場合は、作成したデータでその優劣が決まるため、NCデータのエアカットを少なくして効率のよいデータ作成に取り組んでいます。
また、トリムラインの修正加工を減らすため前段階でのシミュレーションにも取り組んでいます。週に1回に改善会議を開いて改善案を検討しています。
金型ができる前の3次元設計とNCデータの段階でバーチャルによる検討をさらに実施し、いかに問題解決して手戻りを少なくするかです。
また、従来の開発の中でさらに前段階で問題を解決して、いかにトライ&エラーを無くしていくかも重要な問題です。
設計前の作業、設計段階の作業、NC段階の作業を見直して工程を短縮することで、金型費の削減へつなげていく取り組みも始めています。
■シミュレーション結果のフィードバック
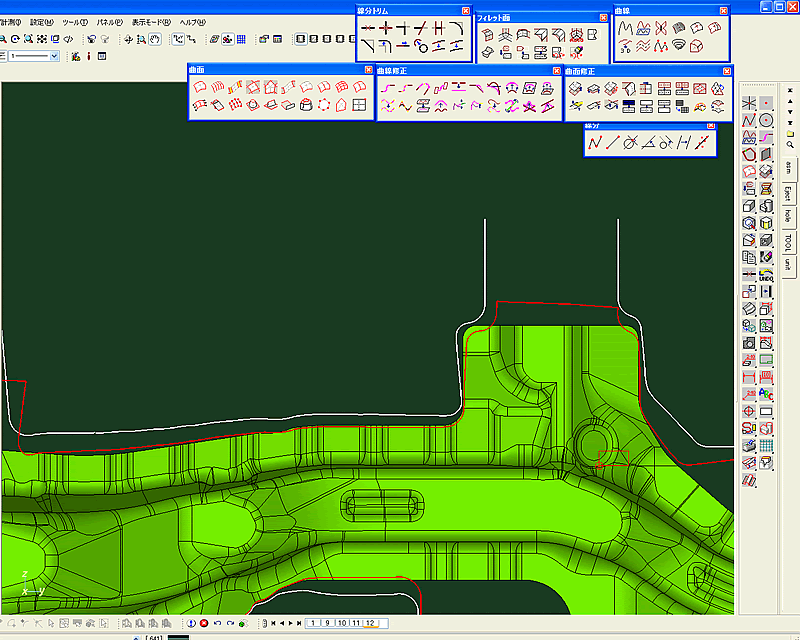
Space-E/TRIM展開ライン(白)、CAE結果(赤)
CAEを利用して一発OKラインを作ることに取り組んでいます。
(上図をクリックすると拡大図が表示されます)

シンプルな曲げでトリムラインが凸凹している、一番効果が出るパターンです。
(上図をクリックすると拡大図が表示されます)
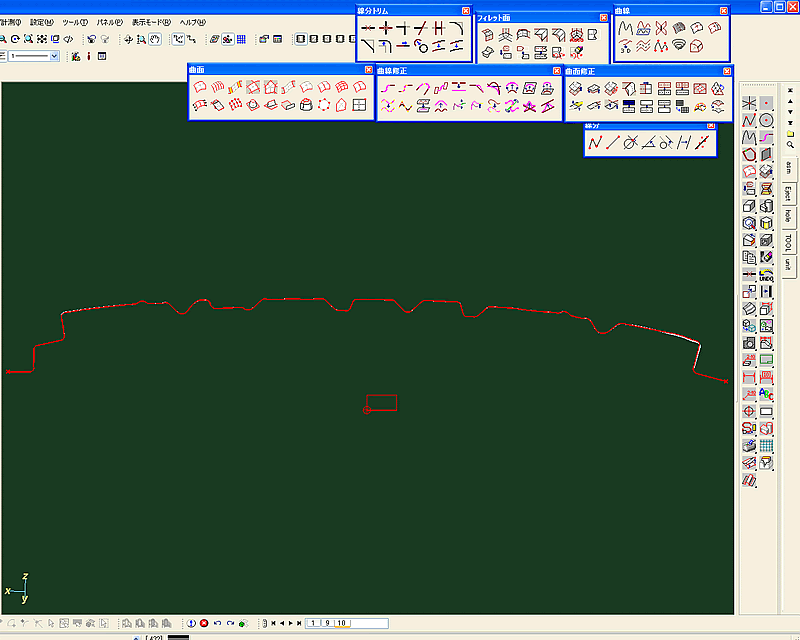
OK率は90%でした。
(上図をクリックすると拡大図が表示されます)
PAM-STAMPで成形シミュレーションしたモデルのSTLデータをSpace-Eに取り込んで、形状を合わせ込んで修正していくところをSpace-E/GlobalDeformation PLUS(以下、レ・フィット)でどのようにできるのか検討しています。
PAM-STAMPとレ・フィットを連携させることで最適形状を早く得ることができれば、さらに効率アップが図れます。
レ・フィットは、他の作業にも利用して効率アップできるような使い方を考えています。
評価、設計段階の効率化に向けていろいろなニーズがあるので、現状あるツールでトライして、とにかく使いこなしたいと思っています。
たとえそれが、機能として紹介されていない使い方でもトライしていきます。
■3次元設計で効率化を図る
設計も3次元設計を目指していますが、量が多くてすべてには対応できない状態です。
FM作製段階からNCデータ作成までソリッドモデルを流用し、短納期と効率化を目指しています。
金型構造部の加工データは半自動で作成できますし、形状加工データの干渉チェックにも利用できます。
なにより、見にくい図面を見なくてよいので段取り時間を大きく削減でき、読み違いによるミスもなくなります。
■人間の判断が必要
昔の金型のものづくりには、匠の技が必要でした。
今は、それを機械に置き換えてデータを作るようになったので、匠の仕事が無くなったように見えますが、データを作る部分では匠の判断が必要なのです。やはり、機械化が進んでも最後は人間による判断になります。
BLANK、TRIMの結果と自分の計算を両方出しているのも、より正確な判断が必要だからです。
材料は板厚があるので切る角度によっては長さが変わるため、単純に考えてしまうと、すぐに1mm以下は違ってしまいます。
刃物が真直ぐ入るのか、角度を持って入るのかによって、同じ形状でも長くなったり、短くなったりします。
目標は±0.7mm以下なので、0.8mmになるとだめだということです。
パネルのトリムラインが長いのであれば、手直してでも納品できるので、不安な場合はどうしても長くしてしまいますが、1mm以下でも正確な判断が求められます。そこが今一番苦労しているところです。
NDESへ
■複雑な形状の展開
BLANK、TRIMは、展開形状によって良い悪いの差が出ます。単純なものはそのまま使っても大丈夫なレベルにありますが、非常に複雑な形状で曲げるというよりも造形するような形になると、厳しい結果になります。
だからと言って、とても手で展開できるような形状ではないので、今はPAM-STAMPの成形シミュレーションを利用してトリムラインの検証をしています。
PAMSTAMPで得たドローの形状をBLANK、TRIMで出したラインで切って、成形したときにトリムラインが正規のパネルとどのくらい離れているのかをテストしています。このテストの結果は、結構優秀で、最適ラインに近いところにきています。
これで精度が出たら実際に金型を削りますが、加工後の修正ゼロというのが目標です。
BLANK、TRIMでこのあたりの結果を良くしてもらって、最適化を目指してほしいと思います。
それからPAM-STAMPに持っていくまでに、ある程度の形状を絞り込めるような成形シミュレーションの機能がSpace-Eにあってもいいと思います。
■トリムラインの修正
PAM-STAMPから出たエッジラインは、正規のモデルとの誤差があるため、Space-Eでラインに修正を加える必要がありますが、今は手で修正するしかありません。
1~2mmの誤差であれば修正しやすいのですが、5mmになると修正も難しく時間がかかります。
そこで、Space-Eでトリムラインを簡単に修正できる機能があればと思います。2つのラインの距離を見て逆転してもらえればいいのです。
レ・フィットで形状を変形するようにラインも修正できるようになれば、トリム展開の悩みは無くなります。
■サポート
NDESには、すぐに対応してもらっているのでありがたく思っています。
とにかく、工機部はCADありきの業務なので、技術力や作業効率をアップするにはSpace-Eが良くなることも必要です。
開発への要望も多々ありますので、これからも、サポートをよろしくお願いします。
おわりに
日頃の生活中で1mmといえば、ほんのちょっとの長さですが、プレス金型の設計では1mm以下の違いが良し悪しを分けるシビアな世界になり、その厳しさを痛感しました。
大変お忙しいところ、貴重な時間を割いてお話を聞かせていただき、ありがとうございました。
会社プロフィール

株式会社キーレックス
URL http://www.keylex.jp/(外部サイトへ移動します)
| 本社 | 〒736-0055 広島県安芸郡海田町南明神町2番51号 |
|---|---|
| 設立 | 平成13年3月 |
| 資本金 | 240百万円 |
| 従業員 | 838名(2009年3月現在) |
| 事業内容 | 自動車車体並びに車体部品設計・製作 治型具設計・製作 生産設備設計・製作・施工 試作 福祉・生活用具の製造・販売 |
![]()