Space-Eで実現する
パナソニック株式会社 高度生産システム開発カンパニー様は、主にパナソニックグループのものづくりを支える設備事業、及び、一般向けの超高精度形状測定機の開発、製造を行っています。
今回は、その中で荒木貴久様に超高精度形状測定機のご紹介、そして精密微小部品、精密金型などの高精度測定データを評価するためにSpace-Eでカスタマイズした経緯、その効果などのお話をお伺いしました。
超高精度形状測定機
UA3P
超高精度形状測定機UA3Pは、接触式測定機の中でも、より高精度な測定ができます。その測定能力としては、最高精度0.01μm、最大傾斜75度で最大範囲200mmまでの測定ができます。
そのため、特に光学部品などで高精度な測定が求められるレンズ形状、レンズ金型では、UA3Pが標準的な測定機になっています。
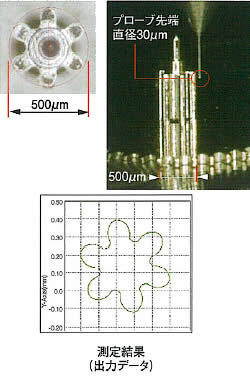
簡単に装置について説明します。UA3Pの装置の中に、AFP(Atomic Force Probe)というプローブがあり、この先端にスタイラスが付いています。このスタイラスの先端がレンズの測定面に沿って動くことで、その長さを測長できます。
UA3Pは、20年前から開発している装置になり、この技術が他の機種のベースになっています。
UA3P-Lシリーズ

外歯車・内歯車など
前述のUA3Pは、主な測定対象をレンズ形状にしていたので、水平面に対して70度程の傾斜面までを測定できれば問題はありませんでした。ところが、レンズ形状以外を測定対象にした場合、その傾斜面の制限がネックになりました。
そこで、UA3Pの技術をさらに発展させた機種として垂直壁面を測定できるUA3P-Lシリーズ(以下、UA3P-L)を開発しました。この違いは測定方法にあり、UA3Pは上面測定ですが、UA3P-Lは側面測定になります。
それでは、UA3P-Lの主な特長をご紹介します。
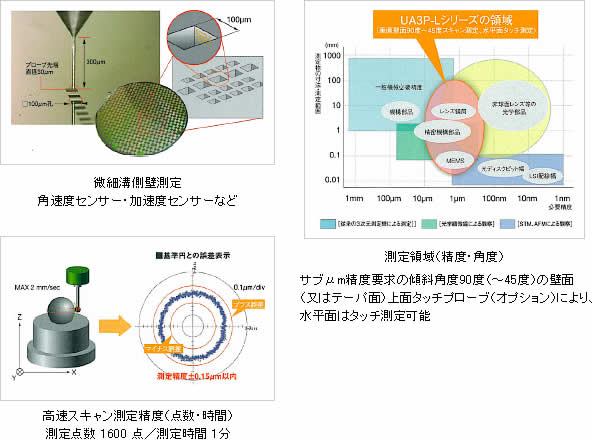
まずは、垂直壁面・テーパ面を0.15μmの精度で高速スキャンできることです。
そして、測定点数として100点/秒の測定点数をスキャンできるので、単位時間あたりに大量のデータを取得することができます。さらに、プローブの先端が直径30μm(0.03mm)と非常に細いため、0.3mNの低測定力でスタイラスの変形による影響を低減した測定ができます。
このUA3P-Lにより、精密微小部品、精密金型などの高精度測定が実現できるようになりました。
測定事例として、繊維用ノズル・燃料噴射ノズルなどの微細ノズル穴測定、角速度センサー・加速度センサーなどの微細溝側壁測定、携帯電話用などのマイクロコネクタ測定、外歯車・内歯車などの精密歯車測定、フレキ基板用などの抜き金型クリアランス測定などがあります。
UA3P-Lの次に開発した機種は、上面測定と側面測定の両方の機能を備えたUA3P-400Tです。
設計形状と測定データの位置合わせをする場合に、UA3P-400Tで基準となる外周を測定することでレンズ面との相関が取れます。
Space-Eによるカスタマイズの経緯
UA3Pでは、レンズ面の測定データと設計式を比較して評価をしていました。このレンズ面は滑らかな形状なので、意外と簡単に評価ができていました。
それが、UA3P-Lの販売を始めると、さまざまな形状の測定ワークがあるため、それに対して簡単に評価ができないという問題が発生しました。
例えば、フレキ基板用の抜き金型を測定ワークにした場合では、外周をスキャンした測定データと設計データを比較して形状を評価することになります。
これには、最初に測定データと設計データをフィッティングさせなければいけません。
そのためには、3Dモデルを使って立体面と測定データを重ね合わるとき、そのずれをサブミクロン単位で調整する必要がありました。
これは、レンズ面のフィッティングとは全く異なる技術になるため、いろいろな3D CADメーカにこのようなフィッティングが実現できるのかを相談しました。
ところが、サブミクロンの精度で3Dモデルを扱えるモデラーが見つからないという結果でした。調べたモデラーの多くは精度的な問題があり、どうしてもミクロンオーダーの誤差が発生するため評価には使えませんでした。
このようなときに、「INTERMOLD 2010(第21回金型加工技術展)」に行く機会がありました。
そこで、NDESにこの話をしたところ、Space-Eの3Dモデルであれば精度的に問題ないので、測定データの評価ができるのではないかという説明をしてもらいました。
それから、評価するための機能をSpace-Eでカスタマイズするという提案がNDESからあり、お願いすることになったのです。
Space-Eのカスタマイズ
カスタマイズの機能
まずは、業務に使える最低限の機能として、Space-Eでベストフィット機能と評価機能のカスタマイズをお願いしました。
ベストフィット機能というのは、3Dモデルと測定データの位置合わせをする機能です。
あるワークをスキャンしたとき、そのワークが斜めに置かれていた場合、測定データは斜めのデータになります。
その測定データの状態では誤差が正確に評価できないため、Space-E上で3Dモデルと重ね合わせるとき、これを平行に合わせて傾きを補正します。
このベストフィット機能がカスタマイズの要でした。
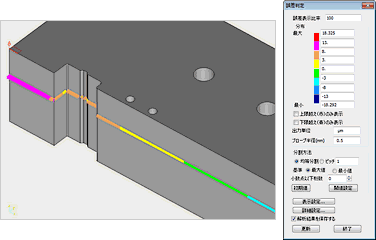
次の評価機能ですが、立体的な形状や多数個取りで穴が複数配置されているものは、評価結果が数値だけで表示されるよりも、視覚的に表示された方が評価しやすいため、3Dモデルを使った評価結果の表示をお願いしました。
Space-Eで評価した結果の数値データは、3Dモデルに色分けしたコンター図で表示されます。
そして、この2つの機能が完成した後に、実際に使っていく中で必要になる機能や使い勝手などをつめていきました。
カスタマイズの効果
これまで、UA3P-Lの測定データは、内部ソフトで評価をしていました。
この内部ソフトは、レンズを評価するための機能を基にしているので、1面を測定して評価するということを繰り返して、1面ずつの相対値しか見ることができませんでした。
また、測定面が3面以上になるとMicrosoft Excel(以下、Excel)で座標変換をかけながら誤差を見るという大変な作業になりました。
さらに、ワークが替わるたびにExcelのマクロを組み直す必要もあり、作業時間も3時間はかかっていました。
それが今では、Space-Eにデータを読み込んで、カスタマイズ機能を使えば誤差の結果が簡単に表示できます。
やはり、3Dモデルを利用しなければ測定データを評価することは難しかったと思います。
現在、お客様からいただいたパラソリッドデータをSpace-Eに取り込んで3Dモデルとして使っています。そして、プリミティブな形状に関しては、正確に評価できていることを確認できています。
また、実際に評価した後は、その結果をフィードバックして、金型であれば、職人さんがペーパーを掛け直したりしています。
今後の展開
評価機能の充実
通常の球面レンズよりも高い性能を持った非球面レンズは、CD、DVDなどの光ディスク、ビデオカメラ、携帯電話などに使用されています。
この非球面レンズも、以前は1個ずつ作っていましたが、最近では金型に何十個、何百個も配置して作っています。
そうすると、評価も単品ずつではなく、多面的な評価が必要になります。
現在、評価できるものは、金型やプリミティブ形状である平面、円柱、円錐、球に限定されていますが、最終的には、非球面レンズの評価をしていきたいと考えています。
そうなると、さらにモデルが複雑になってきますので、その対応を検討する必要があります。そして、NDESには、より直観的に表示できる機能を作成していただきたいと思っています。
NDESへ
我々の部署には、3Dモデルを扱えるソフトウェアのエンジニアはいますが、3Dモデルを扱える技術者が少ないのです。
そのため、3Dモデルを技術的に使いたいことがあっても、敷居が高く躊躇してしまいます。
組図を3Dで作っても各部品に展開すると2次元図面になってしまいますが、やはり、部品の干渉チェックなどは3Dでなければできません。
何をするにしても3Dが有利なので、誰でも3Dデータが扱えて汎用性があるツールがあればと常々感じていました。
NDESには、そのようなツールをお願いしたいと思っています。
おわりに
取材の後に、パナソニック ミュージアム 松下幸之助 歴史館に行きました。そこで年代ごとに並んでいる家電を見ながら、ものづくりの大切さを感じました。
作業ロボットプロジェクト様が開発されている超高精度形状測定機は、ものづくりを支える「Panasonic」ブランドです。そこに少しでもNDESがお役に立つことができれば幸いです。
この度は大変お忙しいところ、貴重な時間を割いてお話を聞かせていただき、ありがとうございました。
会社プロフィール

パナソニック株式会社(Panasonic Corporation)
URL http://panasonic.co.jp/index3.html(外部サイトへ移動します)
| 本社 | 〒571-8501 大阪府門真市大字門真1006番地 |
|---|---|
| 設立 | 1935年(昭和10年)12月15日 |
| 創業 | 1918年(大正7年)3月7日 |
| 資本金 | 2,587億円(2011年3月31日現在) |
| 連結売上高 | 8兆6927億円(2011年3月期) |
| 従業員数(連結) | 366,937人(2011年3月31日現在) |
パナソニック株式会社 高度生産システム開発カンパニー |
|
| 所在地 | 〒571-8502 大阪府門真市松葉町2番7号 |
| 事業内容 | パナソニックグループ内の生産設備の開発、 および一般向けの超高精度形状測定機の開発、製造、販売 |
![]()