リードタイム短縮、コスト削減を実現
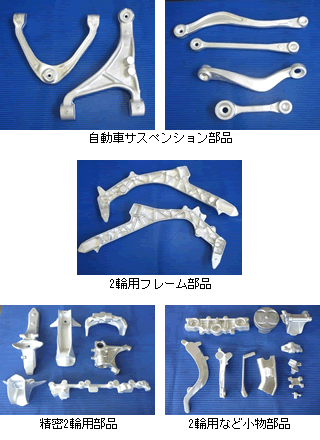
埼玉プレス鍛造株式会社様は、自動車や2輪車のアルミ熱間鍛造製品として精密部品、サスペンション部品、フレーム部品などの金型設計・製造、素材成形、さらに製品形状の加工までを担うアルミ熱間鍛造専門メーカです。
これからの自動車や2輪車の製造を変える「アルミ熱間鍛造製品」の可能性を追及し、長年蓄積してきたモノづくりの技術、ノウハウをもとに、お客様に最適なご提案をされています。
今回は、Space-E、Simufactを利用した金型設計によるリードタイム短縮やリバースエンジニアリングへの取り組みなどのお話をお伺いしました。
事業概要

藁科 永充 様
当社は、本社の川口工場と静岡工場があり、両工場でアルミ熱間鍛造による部品を生産しています。技術部門は、静岡工場に集約しており、設計業務はこちらで行っています。
生産している部品は、自動車エアコン用ピストン部品、2輪用フレーム部品、自動車用サスペンション部品、2輪用BRKT部品、自動車用エンジンピストン部品などがあり、この中で自動車用サスペンション部品が売上の4割強を占める主要部品になります。
川口工場には、400、800、1500トンの鍛造プレス機があります。以前は、川口工場が主要の生産拠点でしたが、1996年に静岡工場を新設して大型機である2500トンの鍛造プレス機を2機導入し、自動車エアコン用アルミピストン部品の生産を始めました。その後、2004年に3300トンの鍛造プレス機を1機、そして2005年、2006年と続けて2500トンを2機増設して、現在は5機の体制でアルミ部品を生産しています。その他の主な設備はマシニングセンタ、非接触式レーザースキャン3次元測定機などがあります。
ISOは、2002年にISO9001;2000を認証取得して、2008年にISO/TS16949;2002を認証取得しています。それから、近年はグリーン活動に力を入れており、エコアクション21を2006年に認証取得しています。
また、2007年には、トヨタ自動車様の軽量化特別賞を受賞しました。
アルミ熱間鍛造の工程

次長 小荷田 毅 様
アルミ熱間鍛造の工程を簡単に説明します。まず、材料を切断して加熱炉に入れた後に鍛造成型を行います。鍛造成型するとバリが発生するためトリミングを行い、その後、製品を熱処理して強度を高めます。この熱処理をすると表面が黒っぽくなるため、酸洗処理をすることで本来のアルミの色になります。次に、蛍光探傷検査を行ってから、欠陥品を抽出して合格品を出荷します。
昔は、アルミ鍛造の工程を全て人が行っていましたが、今は、金型に材料を設置して成形後に取るという作業をロボットアームで行っています。ただ、一部の工程では、取り出しだけは人が行うものもあります。
アルミ部品は、軽量化(鉄に比べ1/3)を図るため使用されますが、鉄の部品と比較すると価格が数倍高いため、主に高強度を必要とする部品や高級車に使われています。
材料ですが、2000系から7000系迄とあらゆる材質を取り扱っており、各社固有のニーズに対応しております。
当社で生産する素材形状に加工を加えたものがお客様の製品形状になります。そのため、効率良く加工できる素材形状が必要になります。アルミ鍛造製品の多くは、複雑な形状で求める形状が1工程ではできないため、粗成型、仕上げ成型の2工程になります。この粗成形型に、重要な技術的ノウハウが集約されています。
Space-EとSimufactの役割
金型設計のリードタイムの短縮

品質技術グループ
課長 澤野 福光 様
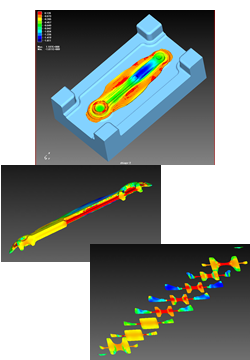
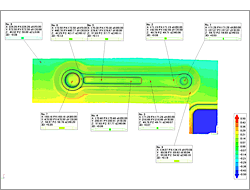
アルミ鍛造には、複雑な形状が多く、金型を製作してすぐ生産という訳にはいきません。試作成形すると鍛造欠陥であるしわやクラックなどが発生することがあり、最初に設計した金型では、すぐにOKとはいかないのです。当然、不具合箇所を修正し再度試作する方法をとりますが、それを何回か繰り返しますと時間的な制約や大型のプレス鍛造機の生産ラインを止めて試作を繰り返すわけですから、そのコストがかかります。そのため、ある程度の予測をつけようと2002年に最初に導入したのがSuperForgeでした。それから、SuperForgeをSimufactに移行しました。
Space-Eで金型設計したものをSimufactで鍛造解析して、その結果をSpace-Eにフィードバックすることで鍛造欠陥を考慮した最適な金型設計ができます。このSpace-EとSimufactのやり取りを繰り返すことで、金型設計のリードタイムを短縮することができ、さらにコストも削減できました。これで、実際に成形しなくても、ある程度シミュレーションで予測ができるようになりました。
その他には、お客様の見積りに必要な歩留り計算にも活用しています。量産するときの範囲内で歩留り計算ができます。
また、Space-EとSimufact間のリンクはデータの制約がありますが、NDESのサポートのおかげでスムーズにできています。
CATIAのお客様が多いこともあり、ある時期にデータを直接取り込めるCATIAの導入も検討したのですが、Space-Eの機能向上やGlobal Deformationなどが追加されたことで、設計をする上でCATIAとの差異を感じなくなりました。CATIAは直接データが取り込める利点はありますが、使い慣れたSpace-Eの方が効率よく操作できるからです。
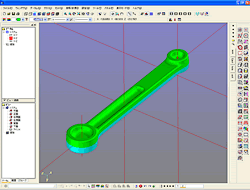
最初に素材形状をSpace-E/Modelerで作り、それにOKが出れば金型の設計に入ります。金型もSpace-E/Modelerで3次元設計しています。複雑なリブ構造がある場合、Space-Eのぼかし面作成コマンドでは形が歪むことがあるので、Global Deformationを使うことで滑らかにつないでくれます。場合によってはデザインに影響することもあるので、コーナーのぼかし面などにはGlobal Deformationを有効に使っています。
これまで鍛造品は、さほど精度を問われなかったのですが、最近はコスト低減策として加工レスの要求が高くなり、CAD/CAMでの精度も考慮する必要が出てきました。お客様の中には、データを取り込んだときの差異を評価されるところもありますがSpace-Eの精度には問題ないという結果をいただいています。
当社の3次元化の取り組みは、1999 年に導入したGRADEから始まっています。その当時、3次元CADを導入していた鍛造メーカは、ほとんどいなかったと思います。将来的には3次元へ移行していくという理由で導入したのですが、現在のSpace-Eのように発展していくとは思っていませんでした。もし、GRADEを導入せずにデータのデジタル化が遅れていたら、現在のようなCAD/CAMを使いこなす状況にはなっていなかったかもしれません。その当時、2 次元CADはありましたが、早くから3次元化に取り組んできた結果、他社が真似できないノウハウを蓄積できたのだと思います。
金型の内製化

技術開発課
主任 永井 宏幸 様
以前は、当社で金型設計したデータは、協力会社の金型メーカに出して金型製作を依頼していました。このアルミ鍛造型という業界は非常に狭いため、協力会社といってもライバルメーカの型も製作するわけです。その中には開発品もあるため、その流出をお客様が心配されていたのです。もちろん、協力会社とは機密保持契約を交わしていますが、それでも不安はありました。
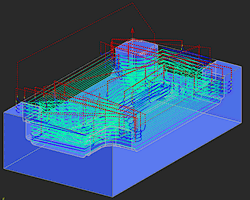
そこで、3年ほど前に開発品の金型を内製化するために、工作機械とSpace-E/CAMを導入して、金型製作を始めています。
また、今までは、お客様の製品形状のもとになる素材形状を作るという仕事だったのですが、加工設備を導入したことで、その前段階の設計からお手伝いできるようになりました。お客様は、設計段階で部品の製品形状を削り出しにより作られ評価をされるので、最近では製品削り出しから当社でさせていただいています。その他にも、製品形状にするために素材形状の加工も行っています。CAMに関しても使い慣れているSpace-Eの中でデータリンクがスムーズな操作ができています。
リバースエンジニアリングの取り組み
当社は、さらにリバースエンジニアリングによるリードタイムの削減を目指しています。
シミュレーションを繰り返して金型設計をすると9 割ほどはできますが、やはり最後はトライアンドエラー的な現場サイドの修正が必要になります。当然リピート型には反映された形状と全く同じ金型が必要になってきます。そこで、成形後の形状をデータスキャンして、モデルデータとの差異を分析したものを、さらに金型設計へ反映するという手法を実践しています。
リバースエンジニアリングの効果としては、まだ具体的な数値は出していませんが、指標としては3 割削減という目標はあります。現在の取り組みであるプレス鍛造機を稼働させずにシミュレーションによる金型設計だけでも、工数は5 割削減できています。当然、金型設計の段階でこれだけの効果があるので、全体としての効果もかなりあると思います。納品までに、以前は受注から製品出しまで約3 ヶ月かかっていたものが、今では平均1.5 ヶ月短縮されていることから、その効果は実証されています。
また、以前は、最初に材料を加熱して粗成形をした後に冷まして、もう1 回加熱しなおしてから、仕上げ成形を行う2ヒート・2ブローでした。今では、シミュレーション結果を踏まえて、最初に材料を加熱して粗成形をした後すぐに仕上げ成形を行う1ヒート・2ブローになりました。加熱が1回少なくなることで、コストも削減できます。
また、新規部品の設計段階から参加し、製品の構造解析を行い製品パフォーマンスの向上提案も行っています。
さらなる技術レベルの向上
今後の目標は、さらなる技術レベルの向上です。お客様の要求に対して技術レベルを上げる活動を実施しています。先日、今の一般的なアルミ熱間鍛造のモノづくりの検証を行いました。それは、客観的に外から見て、設計、製造のプロセスをもう一度見直して、実際に熱間鍛造が持っているパフォーマンスをどれだけ発揮できているのかの検証です。まず、金型の設計思想から解析も含めて、ある一連のパワーサイクルを流してみました。すると、足りない部分がたくさんあることが分かりました。たとえば、シミュレーションでは、実物と仮想とのギャップがある箇所をどうするかという問題です。それは、金型の面精度にも原因はありますが、アルミが持っている特性で、どれだけ近づけるかという問題でもあります。
当社の社長の考えもそうですが、若い社員も含めて教育が一番必要だと考えています。去年は、さほど仕事が忙しくなかったので、なるべく時間を作り社内教育を実施して全体的なレベルアップを図りました。時間があるときに普段できないことに取り組み、できるだけ技術レベルを上げる機会を持つようにしています。このように日々、技術力を付けるための努力をすることで、ご提案型の技術集団を目指しています。
各材料メーカには同じ材料がありますが、同じ条件で成形しても異なるものができます。ですから、トータル的に見て、金型やそのプロセスを材料に合わせて構築していかないと同じものができないのです。その検証したデータを蓄積しておくことで、お客様との打ち合わせで、あるスペックの要求が出た場合に、スペックだけでなくコストも考慮した材料をご提案できます。
今後は、材料メーカにもご協力いただき、お客様に最適なご提案をしていきたいと考えています。以前は、アルミ熱間鍛造は高価なものだと言われていましたが、最近は必ずダイキャストと比較され、アルミの材料は1/3 だけどコストは3倍になっていると言われています。アルミの強度を鉄の80%まで上げて鉄に近い強度にできれば、軽量化としてはアルミの方が有利なので、お客様のニーズはあると思います。鉄と同じ強度を持たせた場合、アルミの質量は通常の1.5倍になりますが、それでもアルミの方が軽くなります。このように、プラスαのご提案をさせていただくようにしています。
最近は、新規のお客様が多くなっています。それは、7年前から社内の技術をアピールするために、展示会に参加させていただいている成果でもあります。その展示会でシミュレーションによる金型設計や設備を説明して、実際の製品を見ていただいています。そこで興味を持たれたお客様から翌日に見積りの依頼をいただいています。
やはり技術の蓄積がないと、自信を持ったご提案をお客様にできないと思います。当社は、自動車、2輪の部品を生産している実績があり、この仕事は品質的、技術的に実力を持っていなければできないと自負しております。
NDESへ
現在では金型設計、鍛造解析、スキャニング、金型製作、加工などの中で一番苦労しているのがSTLデータの扱いです。STLデータは場合によってはかなりの大容量になります、いくつかのSTL専用ソフトを使用していますが、CADデータへのフィードバックにかなりの時間を要します。今後Space-EでSTLデータを簡単に取り扱えるようになれば、リピート金型を作製する時間がさらに削減できるのではと思っています。
おわりに
富士山の裾野にある静岡工場。夏場は朝に、その雄大な全景を見ることができるそうです。午後にお伺いした頃は、どの方向に富士山があるのか分からないほど、雲に覆われていました。
大変お忙しいところ、貴重な時間をさいてお話を聞かせていただき、ありがとうございました。
会社プロフィール

埼玉プレス鍛造株式会社
URL http://www.spfcl.co.jp/
(外部サイトへ移動します)
| 本社・ 川口工場 |
〒334-0074 埼玉県川口市江戸3-22-11 |
|---|---|
| 静岡工場 | 〒418-0111 静岡県富士宮市山宮3507-35 |
| 設立 | 1972年2月 |
| 資本金 | 1,000万円 |
| 従業員 | 87名(静岡:62名、川口:25名)2010年6月末現在 |
| 営業品目 | 自動車・2輪車用のアルミ鍛造製品 |
関連するソリューション
関連するソリューションの記事
- 2025年05月15日
-
最新バージョン
Space-E 2024 R1リリースのお知らせ
- 2024年04月01日
-
Space-E 新バージョン 2023 R2
リリースのお知らせ
- 2024年04月01日
-
片山工業株式会社 様
金型技術者の育成強化を図り
成長するグローバル企業
- 2023年07月01日
-
5軸加工 技術情報 連載vol.4
負荷制御を活用した5軸荒取り
- 2023年07月01日
- Space-E 新バージョンCAM 2023、Version 5.11リリースのお知らせ
- 2023年01月10日
-
第31回 日本国際工作機械見本市
JIMTOF2022 出展のご報告
- 2023年01月10日
-
第25回 関西 設計・製造ソリューション展
出展のご報告
- 2023年01月10日
-
5軸加工 技術情報 連載vol.3
CAMの自動中取りと3+2の有効性について
- 2023年01月10日
- 新製品「Space-E/5Axis 2022」のご紹介
- 2022年10月10日
- INTERMOLD名古屋 出展のご報告
- 2022年10月10日
-
5軸加工 技術情報 連載vol.2
東台精機/HEIDENHAINの優位性
- 2022年10月10日
- 新商品「Space-E/CAM 2022」のご紹介
- 2022年07月01日
-
5軸加工 技術情報 連載vol.1
異形工具の活用と効果
- 2022年06月14日
- 「IT導入補助金2022」のお知らせ
- 2022年04月01日
- Space-E Version 5.10リリースのお知らせ
- 2021年07月10日
-
金型づくりの自動化を目指した
「Mold Future Space - OKINAWA」の取り組み
- 2021年07月10日
-
4事業部のご紹介(2)
製造ソリューション事業部
- 2021年03月01日
- 補助金・助成金診断サイト開設のお知らせ
- 2021年01月01日
-
Manufacturing-Space® Version 4.6
新機能のご紹介
- 2020年04月01日
-
大連永華技術有限公司と中国における代理店契約締結
-日軟信息科技(上海)有限公司の閉鎖について-
- 2020年04月01日
-
Manufacturing-Space® Version 4.5
新機能のご紹介
- 2020年01月01日
- Simufact RoundTable Japan 2019のご報告
- 2019年10月01日
-
Manufacturing-Space® Version 4.4
サービスインのお知らせ
- 2019年07月01日
-
Space-E Version 5.8リリースのお知らせ
~自動化に向けて進化する~
- 2019年04月01日
-
Space-E
マルチスレッド技術による
特殊隅取りモーフィングモードの高速化
- 2019年01月01日
-
Simufact RoundTable Japan 2018
開催のご報告
- 2019年01月01日
-
CAD/CAMシステムオンラインサポートサイト
e-support リニューアル公開のお知らせ
- 2018年04月01日
- NTTDATA (Thailand) co., ltd. 活動報告
- 2018年04月01日
-
沖縄マニファクチャリングラボの取り組み
5軸加工機能の強化および実用化に向けて
- 2018年01月01日
- Simufact RoundTable 2017開催のご報告
- 2017年04月01日
-
Space-E Ver.5.6リリースのお知らせ
~沖縄マニファクチャリングラボの研究成果を反映~
- 2017年04月01日
-
金属積層造形シミュレーションシステム
「Simufact.additive」のご紹介
- 2017年01月01日
- スロッシング予測に対するCAEの適用
- 2017年01月01日
-
5軸加工への取り組み
沖縄マニファクチャリングラボにおける
5軸加工機能の技術開発
- 2016年10月01日
-
Simufactプロダクトにおける
新機能のご紹介
- 2016年07月01日
-
第1回 名古屋 設計・製造ソリューション展
出展報告
- 2016年04月01日
-
Space-E Version 5.5リリースのお知らせ
~生産準備業務の効率化を目指す~
- 2016年02月22日
- ものづくり業界向け「オートサーフェス」サービスを提供開始
- 2016年01月01日
-
沖縄マニファクチャリングラボにおける
5軸加工機能の技術開発
- 2015年07月01日
-
トータルソリューションのご提案(4)
PDMを活用した鍛造解析向けトータルソリューション
- 2015年07月01日
-
Space-E Version 5.4 リリースのお知らせ
~まずは削ることから刷新~
- 2015年04月01日
-
トータルソリューションのご提案(3)
NDESがご提案するトータルソリューションとは
- 2015年01月01日
- マニファクチャリングラボ(沖縄)の取り組みについて
- 2014年10月01日
- CAXA社との協業について
- 2014年10月01日
-
トータルソリューションのご提案(1)
STLの活用例
- 2014年07月01日
- Space-E Version 5.3 リリースのお知らせ
- 2014年05月14日
- Simufact日本駐在事務所の開設について
- 2013年09月25日
-
金型業界初のクラウドサービス「Manufacturing-Space®」
10月1日サービス開始
- 2013年07月10日
-
東南アジア地域における
Space-E販売代理店の支援強化について
- 2013年04月01日
-
岩手大学における金型技術の研究教育
金型技術研究センターと産学官連携[その2]
- 2013年01月01日
-
岩手大学における金型技術の研究教育
金型技術研究センターと産学官連携[その1]
- 2012年01月01日
-
導入支援レポート(第11回)
Space-E/Moldにおけるカスタマイズについて(2)
- 2011年10月01日
- Space-E Version 5.1 新機能のご紹介
- 2011年10月01日
-
導入支援レポート(第10回)
Space-E/Moldにおけるカスタマイズについて(1)
- 2011年10月01日
-
Space-Eで実現する
デジタルエンジニアリングにおける4つのCサイクル
- 2011年07月01日
-
導入支援レポート(第9回)
Space-Eにおけるプレス金型向けユニット部品構築方法(2)
- 2011年04月01日
- Space-E Version 5.0 新機能のご紹介
- 2011年04月01日
-
導入支援レポート(第8回)
Space-Eにおけるプレス金型向けユニット部品構築方法(1)
- 2011年01月01日
- 5軸加工およびSpace-E/5Axisのメリット
- 2011年01月01日
-
導入支援レポート(第7回)
Space-Eによる3次元金型設計を中心としたシステム構築
- 2010年10月01日
-
3次元CAD/CAM/CAE一体型システム
Space-E/Pressのご紹介
- 2010年10月01日
-
導入支援レポート(第6回)
Space-Eによる3次元金型設計の実現(3)
- 2010年07月01日
-
導入支援レポート(第5回)
Space-Eによる3次元金型設計の実現(2)
- 2010年04月01日
- Space-E Version 4.9 新機能のご紹介
- 2010年04月01日
-
導入支援レポート(第4回)
Space-Eによる3次元金型設計の実現(1)
- 2010年01月01日
- Space-Eの有効活用「電極設計の効率化」
- 2008年10月01日
-
メタルフォーミングプロセスシミュレーションシステム
Simufact.formingのご紹介
- 2005年07月01日
- Space-E最新バージョンのご紹介
- 2005年01月01日
- Space-E Version 4.3のご紹介
- 2004年07月01日
- Space-E Version 4.2 Modeler & CAMのご紹介
- 2004年04月01日
- Space-E/Global Deformation Version 1.0のご紹介
- 2002年04月01日
- Space-E Version 3.1のご紹介
- 2002年04月01日
- Space-E/STEPのご紹介
- 2001年07月01日
- Space-E最新バージョンのご紹介
- 2001年07月01日
- Space-E/Mold Version 2.0のご紹介
- 2000年10月01日
- Space-E/SolidCAMの紹介
- 2000年07月01日
- Space-E/Moldのご紹介
- 2000年04月01日
- Space-E Version 2.1 のご紹介
- 1999年10月01日
- WindowsNT版 製図支援システム Space-E/Draw のご紹介
- 1999年07月01日
- Space-E Version 2.0 最新機能紹介と今後の展望
- 1999年01月01日
- Space-Eのご紹介