新たな分野へ展開
山田金属彫刻株式会社 様は、お客様から相談を受けると難しい依頼でもチャレンジ精神を強く持ち、試行錯誤を繰り返しながら新しい技術に取り組むことで、金属加工におけるノウハウを蓄積してきました。そして、40年以上の信頼と実績のある文字彫刻からインジェクション金型の部品加工に主軸を移し、さらに新しい分野へ挑戦されようとしています。
今回は、Space-Eの利用状況およびManufacturing-Spaceへ移行してからの活用方法、今後の展開についてのお話をお伺いしました。
事業は彫刻から部品加工へ

山田 竜治 様
当社は、会長の山田博司とその弟の二人で起業し、彫刻機を使った文字刻印、プレス刻印、プラスチック金型彫刻を請け負う会社としてスタートしました。
その後、金型部品の加工を依頼されるようになりましたが、最初は細かな刃物を使って部分的に加工する仕事でした。それから、NC工作機を導入して小径刃物によるリブ加工を行うようになり、その技術が認められ、部分的な加工ではなく材料からの部品加工を依頼されることが多くなりました。その部品加工は、インジェクション金型の形状部の加工になります。
昔は、刃物の種類が多くなかったので、例えばコードレスフォン裏側の補強リブなどは、1ミリ以下の小径の深リブ加工になるため、標準の刃物では対応できませんでした。そこで、これまで彫刻機でも刃物を作ってきた経験を生かして、NC工作機用の小径刃物を作ることで深リブ加工にも対応してきました。



文字彫刻
金型彫刻は、文字入れが終われば出荷されるという金型製作の最終工程になるため、作業は慎重を要し、さらにタイトなスケジュールになります。基本的な文字、数字であれば原版セットがあるので、文字の長さおよび内容を打ち合わせるとそのまま彫刻できます。
最近、文字彫刻もNC工作機で加工することが増えているので、事前にモデルデータをいただいて準備することもあります。また、汎用機ならではの文字彫刻もあり、すでに加工や溶接が行われている場合、文字を上からなぞる場合などは、加工の具合を確認しながら作業できるという汎用機のメリットが生かされています。
部品加工
プラスチック金型の部品加工は、お客様からモデルデータをいただいてNCデータを作成して加工しています。納期的には、3~4日という案件が多いですが、ものによっては1週間という長い場合もあれば、今日依頼され明日までにという場合もあります。
また、依頼される金型の大きさは、700~350ミリ角が多く、この金型の成形品は、電池パックや自動車関連の内部に使われる小部品になります。
Space-Eの利用状況
GRADEからSpace-Eへ

山田 博司 様
21年前の1993年、これからは曲面の意匠ものの仕事が増えると考えてGRADEを導入しました。当時としては勇気がいる高額な投資でしたが、2軸半の自動プロが主流の時代に3次元形状の電極を作成して放電加工ができるということは、技術的な差別化を図るだけでなく、お客様の信頼も得ることができました。
そして、2003年にSpace-Eへ移行すると格段に使いやすくなりました。特に、パス計算が早くなったので、計算時間を加味せずに作業の流れを考えることができ、次の作業準備もすぐに行えるようになりました。それに、Space-Eで加工パターンを一度作ると同様の加工であれば流用できます。
また、2013年4月にSpace-EのパソコンをWindows XPからWindows 7に入れ替えたので、さらにパス計算が早くなりました。
部品加工に関しては、アセンブリ設計されている金型設計データが支給されるため、突出しピンの穴などは全て開いている状態です。そのため、加工時に小径刃物が穴の深いところまで移動しないように、Space-Eで穴埋めの処理を行ってから加工経路を作成するようにしています。
硬材の直彫りに対応する

部長 佐藤 一義 様
以前は、電極を作成して放電加工というのが一般的でしたが、現在では、直彫りの依頼が増えてきています。それは、製造業への短納期化という要求がさらに促進されて、放電加工では納期的に厳しいという案件を直彫りにすることで、納期を短縮していこうという方向にきているからだと思います。
さらに、2008年辺りからインサート成形の需要が高まり、直彫りでも硬材を削ってほしいというお客様の要望が出始めました。
このインサート成形は、例えばコネクターと組み合わせる部品の中に端子などの薄い銅板を組み込んで成形して、そのまま一体化した複合部品として完成させるという成形方法です。そのため、金型に金属部品をセットして成形しても高い耐久性を得るには、金型内部の部品に硬材を使用する必要があり、それにより金型寿命を延ばすことができるからです。
これまで、各々の部品は別々に成形して組み合わせていましたが、インサート成形での成形品の一体化が主流になり、さらに金型部品の硬度は上がる傾向にあります。そして、この硬度が上がると、寸法精度の要望にどこまで対応できるのか厳しくなるため、お客様と打ち合わせをして作業していくことになります。
また、硬材の加工では現場との連携も重要で、小径刃物で硬材を削るには、刃物の回転数、刃長、径によってノウハウがあるため、その微調整を現場にお願いしています。


STLを取り込み加工経路の作成
接触式3Dスキャナーを導入して、実物から寸法を測定して同じものを作成する取り組みも行いました。金型のキャビティー部分を測定してSpace-Eに取り込んだこともあります。しかし、そのときのSpace-EはSTLを取り込むと、三角パッチを変換して表示させていたため、測定データ量が多くなるとSpace-Eがフリーズして動かなくなっていました。
その後、Space-Eのバージョンアップで改善され、今では大容量のSTLを早いレスポンスで扱えるようになったので、デザイン的な形状を取り込んで加工できるようになりました。
突発的な依頼によるスケジュール調整
ちょうど今も作業をしているのですが、金型部品が割れたので作り直してほしいという依頼が急に入ってきます。このような突発的で緊急性のある仕事が入ると他工程のスケジュール調整が難しくなります。今のところ、従業員が頑張って対応してくれているので、お客様からの緊急の依頼がきても何とか対応できている状態です。
Manufacturing-Spaceへの期待

佐々木 修平 様
2013年10月にすべてのSpace-EをManufacturing-Spaceへ移行しました。この移行の一番大きなメリットは、コストダウンです。その他のメリットとしては、まだ手さぐりの状態で、Manufacturing-Spaceで何ができるのか、どのように活用すべきなのかは、これから実際に使ってみてから実感できると思います。
先ほど話したようにパソコンをWindows 7に替えてからはパス計算が早くなったので、CL計算をクラウドで行うサービスは、今のところ利用する予定がありません。ですが、必要なときに使えるという安心感はあります。
まずは、社外にSpace-Eを持ち出して、ビュワー的な使い方やデータのやり取りに使うことを考えています。例えば、得意先で打ち合わせをしたとき、お客様のモデルデータをクラウド上のデータセンターにアップすると、社内でそのモデルデータを見ながら判断してもらうことで、具体的な打ち合わせがその場ですぐにできるという利点があります。
また、直接モデルを見ながら話ができるので、メールでやりとりするより早く要件が伝わるのではないでしょうか。これから、Manufacturing-Spaceを使うことで、スムーズに仕事ができることを期待しています。
今後について





新たな分野に挑戦
お付き合いのある会社は、関西圏でおよそ150社あるのですが、やはり金型需要が少なくなっているので、これからは間口を広げて仕事を取っていく体制を整えたいと考えています。
加工に関してもプラスチック金型に限定せずに、いろいろなものを削って、さまざまな業界へ進出していくための準備を行っています。
当社は、社名に「彫刻」の文字が入っているので、金型部品の加工ができることが知られていないと思います。多くの金型メーカー様が持っている当社のイメージは彫刻のようなので、部品加工もできる技術を持っていることを認識していただきたいと思っています。
まずは、お客様の現場で困っていることをお伺いして、だれもが嫌がるような根気がいる仕事や面倒な仕事でも、当社で解決できる方法をまず考えて、お客様のお役に立てればという思いで動いています。そして、「困ったときには山田」という存在になれることを目指したいと思っています。
3Dスキャンによる部品加工
最近は、モデルデータがないものに対しての依頼が結構あります。それは、古い部品であったり、部品の製作会社が会社を閉じてしまったりで、図面もモデルデータもないため、現物から計測して製作するしかないという状態です。
以前、導入した接触式3Dスキャナーは、平面で2~3ミリほど浮き上がっている形状であれば測定できますが、大きく落ち込んだ部分が形状にあると、測定することができないという制限がありました。そのため、今後は非接触3次元測定機のレーザーで曲面を計測できればと考えています。
さらに、CADシステムに関してもSTL専用ソフトが必要だと諦めていましたが、バージョンアップで機能改善されたSpace-EではSTLとサーフェイスと混ぜ合わせても加工データが作成できるようになったので、3Dスキャンによる部品加工の検討もしていきたいと考えています。
NDESへ
Manufacturing-Spaceへの要望
これまで、Space-Eのコールセンターでは担当者の方に直接電話ができましたが、Manufacturing-Spaceでは、まず受け付けをしてから担当者から連絡があります。その受付時に順番や待ち時間を教えてもらえると、こちらもそのつもりで待つことができます。
それから、これまではNDES技術の方がバージョンアップに来たときに、Space-Eの新機能や機能改良について、要望などを気軽に話すことができていました。それが一番良かったのですが、Manufacturing-Spaceではコールセンターを通して話をすることになるので、もっと気楽に話せる窓口があればいいと思います。
ユーザー会の開催
当社の設備、ソフトを活かしてお客様を増やしていくことを考えているので、NDESにも協力をお願いしたいと思っています。以前、GRADE時代にユーザー会が開催され、それに参加したことがありました。そのユーザー会をまた開催してもらえると、横のつながりの範囲が広がり、新しい展開への期待ができます。ぜひ、ユーザー会の開催をお願いします。
おわりに
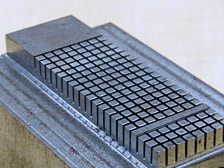
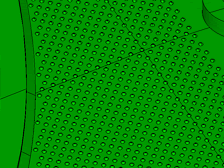
微細な金属加工を得意とされ、取材時に見せていただいた金型は、150ミリ四方で深さが60ミリで大きい方だということでした。これに文字彫刻や部品加工する刃物は小さい径で0.1ミリ、大きい径で6ミリだとお聞きして、加工中に折れやすいと言われていたことに頷けました。
大変お忙しいところ、貴重な時間を割いてお話を聞かせていただき、ありがとうございました。
会社プロフィール

山田金属彫刻株式会社
URL http://yamachyo.maeda-keiji.com/(外部サイトへ移動します)
| 所在地 | 〒607-8145 京都市山科区東野八反畑町21-5 |
|---|---|
| 創業 | 1970年(昭和45年)4月 |
| 設立 | 1980年(昭和55年)4月 |
| 資本金 | 1,000万円 |
| 従業員 | 13名 |
| 事業内容 | 金型彫刻、一般彫刻、MC三次元加工、放電加工、金型パーツ加工、その他 |
![]()