Space-Eにおけるプレス金型向けユニット部品構築方法(1)
| CAD/CAM統括部 営業企画部 導入支援グループ 橋口 淳一 |
はじめに
今回は、Space-E/Press (順送プレス金型設計向け・プレス工程設計向け)によるプレス金型における金型部品の作成方法をご紹介します。
プレス金型におけるユニット部品作成
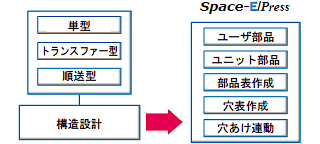
プレス型の工程設計は、Space-E/Press プレス工程設計向けの専用コマンドを用います。また、構造設計は、Space-E/Press 順送プレス金型設計向けのユーザ部品やユニット部品の機能を用います。(図1)
「こだわり」と「わりきり」によるテンプレート部品作成
「こだわり」と「わりきり」
テンプレート部品作成には、「こだわり」が必要です。
設計の試行錯誤や設計変更をスムーズにするために、テンプレート部品には、こだわった設計ノウハウを盛り込みます。
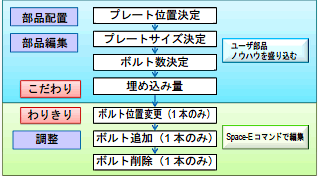
ただし、パラメトリックや拘束にこだわりすぎると、部品作成に工数がかかってしまいます。そこで、工数が多くかかる場合は、部品作成に「わりきり」が必要になります。ここでの「わりきり」とは、CADの機能を使って設計を行うことを意味します。たとえば、コマンドで位置を編集したり、部品の追加や削除をしたりすることです。(図2)
ダイプレートユニットの仕様
(上図をクリックすると拡大図が表示されます)
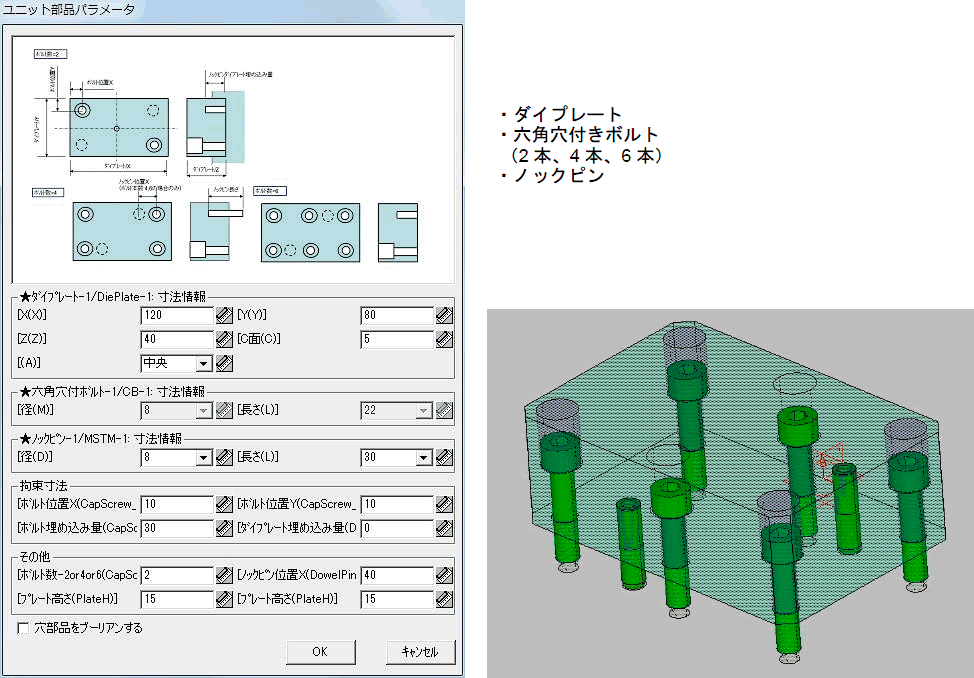
ダイプレートユニットの作成において、まず検討しなければいけないことは、構成する部品の種類と数です。
今回は、ベースとなる「ダイプレート」に「六角穴付きボルト」、「ノックピン」で構成するダイプレートユニット部品の構築方法をご紹介します。
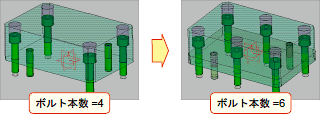
ボルトの本数に関しては、2本、4本、6本と切り替わるように構築します。(図3)
ダイプレートのユニット部品を作成するポイントを以下にあげます。
- 基準点の移動
- ボルト、ノックピンの位置の変更
- ボルトの本数の変更
- 小物部品の移動(運用)
- プレート穴の活動、非活動
六角穴付きボルトの位置
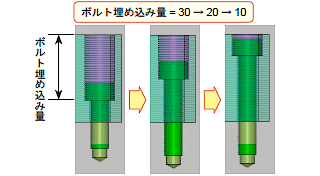
六角穴付きボルトは、「人とシステム」No.59 導入支援レポート(第6回)でご紹介したボルトを使用して、埋め込み量が変更されると自動的にボルト長さが変更できるようにします。
ボルトの位置は、すべての部品が均等に変更できるように作成します。
六角穴付きボルトの本数
ボルトの本数は、パラメータの値を切り替えることで2本、4本、6本と切り替えることができるようにします。(図5)
構築方法は、「非活動化索引付加」コマンドで、索引付加番号を作成し、ボルトの活動化・非活動化を切り替えるようにします。今回は、「CapScrewNumber:ボルト数」パラメータを利用します。
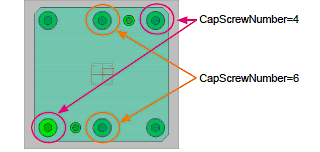
6本のボルトの内、中央に配置された2本のボルトは、6本の場合に活動化するので、「非活動索引付加」コマンドでCapScrewNumber=6を付加します。右上と左下のボルトは、4本以上の場合(4本と6本)に活動化するので、CapScrewNumber=4を付加します。(図6)
ノックピンの位置
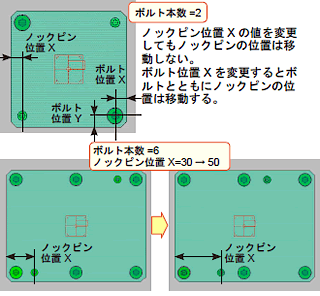
ノックピンの位置をボルトの本数によって変更するには、オフセット量にIf文を盛り込みます。ボルトの本数が2本の場合は、ボルトのX距離と同等にします。4本と6本の場合は、ノックピンのX距離のパラメータとリンクします。(図7)
例:オフセット量に盛り込む式の記述
if(CapScrewNumber-2,DowelPin_PosX,CapScrew_PosX)
※ボルト本数が2本の場合、ノックピン位置Xはボルト位置Xの値を参照します。それ以外は、ノックピン位置Xを参照します。
六角穴付きボルトの移動(単品)
(上図をクリックすると拡大図が表示されます)
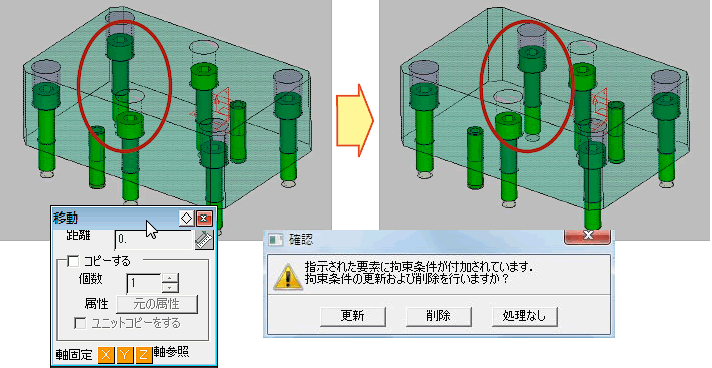
単品部品の移動は、コマンドで行います。移動コマンドでボルトを移動する場合、穴はボルトを中心に拘束されているので穴も追従して移動します。そのとき、確認のダイヤログが表示されるので、「更新」「削除」「処理なし」から選択します。(図8)
「更新」を選択すると拘束が削除されないため、プレートを更新すると、移動したボルトが元の位置に戻ります。移動をやり直す場合に便利ですが、更新によって元の位置に戻ってしまうので注意が必要です。「設計変更があった場合、コマンドの操作でわりきる」のであれば、拘束を「削除」するほうが便利です。
導入支援グループでは、各種金型部品のデータを作成しています。今後も、さまざまな金型の3次元化に取り組んでいきたいと思っています。
![]()